Centrifugalno livenje
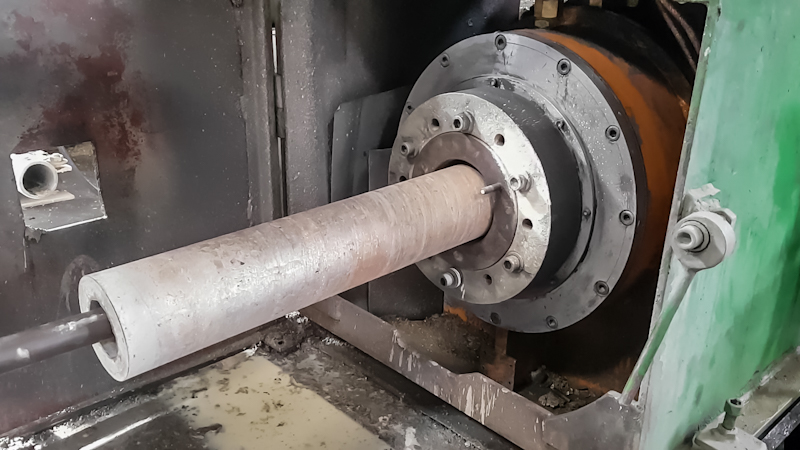
U našoj livnici bronze, dve trećine ukupne proizvodnje se odnosi na tehnologiju centrifugalnog livenja koju primenjujemo kod nas. Na najsavremenijoj mašini za centrifugalno livenje, koja je konstruisana tako da nam daje izrazitu fleksibilnost i produktivnost u livenju i proizvodnji bronzanih cevi i čaura.
U procesu centrifugalnog livenja koristi se zakon centrifugalne sile pri ulivanju liva u formu kokila i pri tome se pod dejstvom relativno velike ( tačno određene ) centrifugalne sile rastopljeni metal potiskuje na zidove kokila, čime se postiže izuzetan kvalitet odlivka sa homogenom strukturom i bez poroznosti odlivka jer se pri tom procesu pod dejstvom centrifugalne sile svi eventualno zaostali gasovi istiskuju iz liva. Centrifugalno livenje, zbog dejstva centrifugalne sile na rastopljeni liv koji se uliva u formu kokile omogućuje livenje složenih formi sa relativno malom debljinom zida, a kod livenja cevi (tuljaka) moguće je za isti spoljni prečnik kokile odliti bilo koji unutrašnji prečnik ( pod uslovom da se zadovolje tehnološki zahtevi minimalnog prečnika i maksimalno dozvoljenog broja obrtaja) čime se znatno umanjuju dodaci za obradu odlivaka što sve zajedno centrifugalno livanje čini znatno racionalnijim od gravitacionog livenja.
Na kvalitet odlivka pri centrifugalnom livenju pored kvaliteta liva znatan uticaj imaju:
- Centrifugalna sila
- Brzina ulivanja liva
- Ugaona brzina ( broj obrtaja ) kokile
Zbog direktnog hlađenja vodom same kokile tokom izlivanja liva stvara se sitnoznasta i homogena struktura odlivka što poboljšava mehaničke osobine bronze i to: zateznu čvrstoću, tvrdoću, granicu popuštanja i izduženja, ravnoteža između žilavosti i duktilnosti je ujednačenija i sl.





Gravitaciono livenje
U našoj livnici primenjujemo i tehnologiju gravitacionog livenja i to postupak livenja u metalnim kalupima ( kokilama ) i postupak livenja u peščane kalupe ili forme.
Gravitaciono livenje podrazumeva izlivanje rastopljenog liva pod dejstvom gravitacione sile (slobodan pad) u formu (oblik) koja može biti izrađena u raznim materijalima ( pesak ,vosak, gips, sivi liv, keramika ) u zavisnosti koji materijal se izliva, kolika je serija, kakav kvalitet odlivka se zahteva raspoloživost potrebnom tehnološkom opremom i niz drugih faktora utiče na izbor materijala u kom će se uraditi forma za izlivanje.
Ovakav način livenja je manje tehnološki zahtevan i uglavnom zahteva manja ulaganja u odnosu na druge načine livanja.
Livenje u kokilama
Ovaj postupak livenja koristimo onda kada nije moguće odlivke dobiti tehnologijom centrifugalnog livenja a odnosi se na livenje i proizvodnju bronzanih šipki ( punog preseka ).
Da bi dobili kvalitetne odlivke, pored kvalitetnog liva i brzine izlivanja izrazito je važna sama konstrukcija metalnih kokila.
Pri izlivanju liva neophodno je da se izvrši predgrevanje kokila na temperature 200 do 250 stepeni celzijusa kako bi se izbegli temperaturni šokovi kokila I njihovo pucanje i Iepljenje liva na zidove kokila.Temperatura rastopljenog liva traba da bude 1180 stepeni celzijusa, a temperatura liva pri izlivanju kreće se od 1130 do 1150 stepeni celzijusa. Nakon izlivanja liva u kokile nastaje proces hlađenja, pri kom se veći deo toplote odaje kokili usled čega nastaje njeno zagrevanje. Proces hlađenja liva i zagrevanje kokile traje do momenta izjednačavanja temperature liva i temperature kokile, nakon čega nastaje proces zajedničkog hlađenja liva i kokile pri čemu se sva toplota odaje u okolinu. Izjednačena temperatura kokile i liva (odlivka ) naziva se temperatura toplotne ravnoteže i ona je maksimalno dozvoljena 500 stepeni celzijusa za kokile od sivog liva i odlivke od bronze. Pri proračunu nazivnih mera kokile primenjuje se zakon temperaturne dilatacije a uzimajući u obzir napred izloženi proces hlađenja liva izlivenog u kokile.
Livenje u pesku
U našoj livnici koristimo i tehnološki postupak livenje u peščanim kalupima, za odlivke složenih konfiguracija, po modelu, za pojedinačnu i malu seriju odlivaka.

